
一貫した自社製作体制
01
打ち合わせ
02
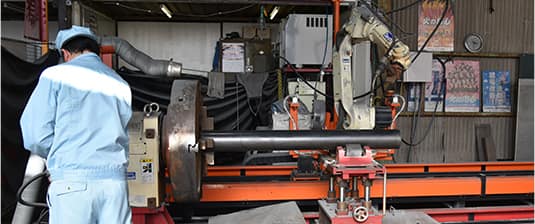
切削加工
-
03
曲げ加工
・絞り加工 -
04
溶接
-
05
塗装
-
06
組立
-
07
施工管理
-
08
保守・点検、
メンテナンス
01
打ち合わせ
設計画面の確認と打ち合わせ
設計室で作成した図面を、灯具(照明器具)・支柱(ポール)・アーム(継ぎ手)の各部門リーダーが確認し、チーム内での作業分担を行います。図面上での疑問点や製造途中での不具合は、その都度、設計担当者と打ち合わせながら解決していきます。

02
切削加工
職人の技を機械が補う独特な作業工程

灯具
様々な切断機を目的に合わせて使用し金属板をカット。複雑な絵柄の型を抜いたり、複雑な形状を切り出す際は、ミリ単位の精度で正確に切削できる「レーザー切断機」を使います。

支柱
ステンレスや鉄素材の角パイプ・丸パイプを材料として仕入れ、設計サイズどおりに切断。また「プラズマ溶断ロボット」を使い、パイプ曲面に電気部品や配線の取付・点検用の“穴”を開けます。

アーム
材料の角・丸パイプを図面に合わせカット。細かい切削にはNC旋盤を使います。
03
曲げ加工・絞り加工
ダミー職人の技を機会が補う独特な作業工程

灯具
切断した金属板の曲げたい部分を「NCブレーキ」で曲げていきます。角度や寸法を機械に入力した後、材料をセットし、レバーを足で踏み ながら圧力をかけます。

支柱
径の大きさが異なるパイプを接合するために、太いパイプの先端を油圧成型機で 絞っていきます。

アーム
支柱と灯具をつなぐ継ぎ手も、デザインに応じて「パイプベンダー」で様々な形に曲げていきます。機械の溝の部分にパイプを沿わせながら、タイミングや角度を調整しキレイな曲線をつくります。
04
溶接
ダミー職人の技を機会が補う独特な作業工程

灯具
切削したり曲げたりした各パーツを組み付けるため、TIG溶接(手溶接)するか、またはYAGレーザー溶接機を使用。レーザー溶接機は溶け込みが深くひずみが小さいため、磨き仕上げのモニュメント等、仕上がり精度が要求される製品づくりの際に使用します。リーチ幅が狭いため、0.5ミリ以下の隙間には適応できません。
支柱
絞り加工したパイプ部分に、細いパイプを通し溶接してくっつけます

アーム
灯具部分と同様に、各パーツをレーザー溶接やTIG溶接で組付けます。
05
塗装
設計画面の確認と打ち合わせ
灯具・支柱・アームそれぞれの素材に合わせ、適切な塗装処理を行います。雨風にさらされる屋外灯は耐久性を大前提に、錆止め塗装や亜鉛メッキで保護。そして白色の下地塗装、仕上げ用カラー塗装を施した後、炉に入れて焼き付けます。

06
組立
ダミー設計画面の確認と打ち合わせ
安定器やカットアウトスイッチ、電線を支柱の中にセッティングしたり、灯具に電球やガラスを取付けます。納品は、灯具・支柱・アームをバラしたままの配送となり、現地での組み立てになります。

07
施工管理
営業担当が協力会社へ手配をするとともに、現場に立合い工程管理を行います。
08
保守・点検、
メンテナンス
施工後の定期点検やメンテナンスも、担当営業がカバーしていきます。
その他の強み


お問い合わせはこちら
電話でのお問い合わせ
公共施設部
 (052)681-2182
(052)681-2182
メンテナンス部
(052)681-2191
技術営業センター
(052)681-2193

お問い合わせフォーム
お問い合わせはこちら
公共施設部
 (052)681-2182
(052)681-2182
メンテナンス部
(052)681-2191
技術営業センター
(052)681-2193